-

北京东腾骏驰建材有限公司
主营:钢丝网骨架塑料复合管,钢骨架聚乙烯塑料复合管,钢骨架复合管,PE实壁管,塑料检查井,中空壁缠绕管 - 18801046111

北京东腾骏驰建材有限公司
主营:钢丝网骨架塑料复合管,钢骨架聚乙烯塑料复合管,钢骨架复合管,PE实壁管,塑料检查井,中空壁缠绕管 13
13
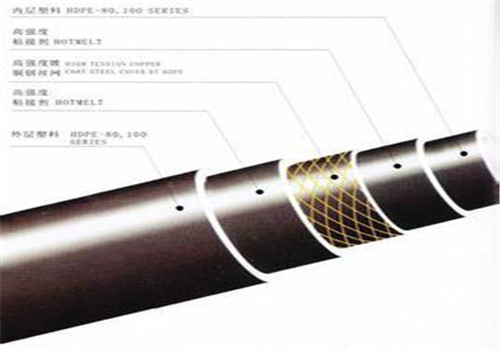
新疆给水钢丝网增强聚乙烯复合管标准:GB/T 32439-2015 管材公称外径:dn50-dn800mm 钢丝网增强聚乙烯复合管规格有:DN50/DN63/DN75/DN90/DN110/DN125/DN140/DN160/DN200/DN225/DN250/DN315/DN355/DN400/DN450/DN500/DN560/DN630/DN710/DN800等20个产品规格。其*部分管材我公司仓库有一定库存,有些异型号管材需提前定制。 钢丝网增强聚乙烯复合管电熔管件连接操作步骤 连接承插式电熔管件基本按照这个顺序操作:检查→截管→打磨→清洁→连接→焊接→冷却 1.检查 在焊机使用前,要确定焊机需要使用的电压,通常是220V和380V两种,之后确定是使用恒压还是恒流来操作焊机,确认后方可使焊机通电工作。 2.截管 一般厂家出厂前,每根管子按照GB/T 32439-2015标准,都会在管子两端加上封口环,避免钢丝氧化生锈。如果我们需要截取一定长度管材时,需要垂直切割,尽量保证管子截取处平整,之后要对重新进行封口。有时候截管时,会使管子在摩擦过程中,产生高温,因其熔化、变形,这点我们需要注意防范。 3.打磨 选取好管材后,我们需要打磨掉管材连接部分的氧化层,可以使用刀、打磨机来操作,一般打磨长度按照管件的承插深度来决定,只需要打磨掉钢丝网骨架塑料复合管表面一层就可。 4.清洁 打磨掉氧化层后,我们要用干净的毛巾擦拭管子和管件的连接部分,避免有异物粘在表面 5.连接 将两根管子各取一端插进电熔管件中,保证两端承插深度一致,并且完全插入管件中。在此过程中,不允许有异物进入链接部分。 6.焊接 焊机通电连接管件后,按照厂家指导技术来操作,一般参照电熔管件标签来焊接。 7.冷却 这一步至关重要,必须确保焊接后的两个小时内,焊接后的管道不许移动、踩踏,更不允许对其施加外力。冷却后方可打压回填。 我公司钢丝网增强聚乙烯复合管严格按照新的国标标准生产、产品在壁厚、钢丝直径、钢丝条数、短期静液压强度、管材卫生指标等各个方面都达到了GB/T 32439-2015国标标准的要求,欢迎您来电咨询、选购。